Polyethylene (PE) is the world’s most commonly used plastic with applications ranging from consumer packaging to wire jacketing and medical products. There’s more than one type of polyethylene, however, and this polymer is divided into different types of materials based on the density of the plastic and the branching of the molecular structure. Each type of PE has different mechanical properties but they all support molding and machining operations that require parts finishing.
Nitrofreeze® Cryogenic Solutions finishes polyethylene parts and can help save you time and money if you’re still finishing parts by hand. Keep reading to learn more, or contact us for a quote.
Polyethylene Plastics and Part Defects
Chemists divide polyethylene into seven different categories but manufacturers typically work with three main types: high density polyethylene (HDPE), low density polyethylene (LDPE), and linear low density polyethylene (LLDPE). Polyethylene terephthalate (PET), the chemical name for polyester, is also a popular PE-based material. Each of these plastics has its own advantages, but they’re all susceptible to stress cracking, a progressive fracturing that can lead to part failure.
Plastic deburring can remove the stress concentrations that contribute to cracking, but manual burr removal is time-consuming and labor-intensive. In addition, it can be inconsistent from part-to-part. Polyethylene parts that are molded rather than machined are also subject to defects. For example, injected molded polyethylene parts may have flashing, a type of unwanted surface material. Hand trimming can remove mold flash, but with the same disadvantages as manual deburring.
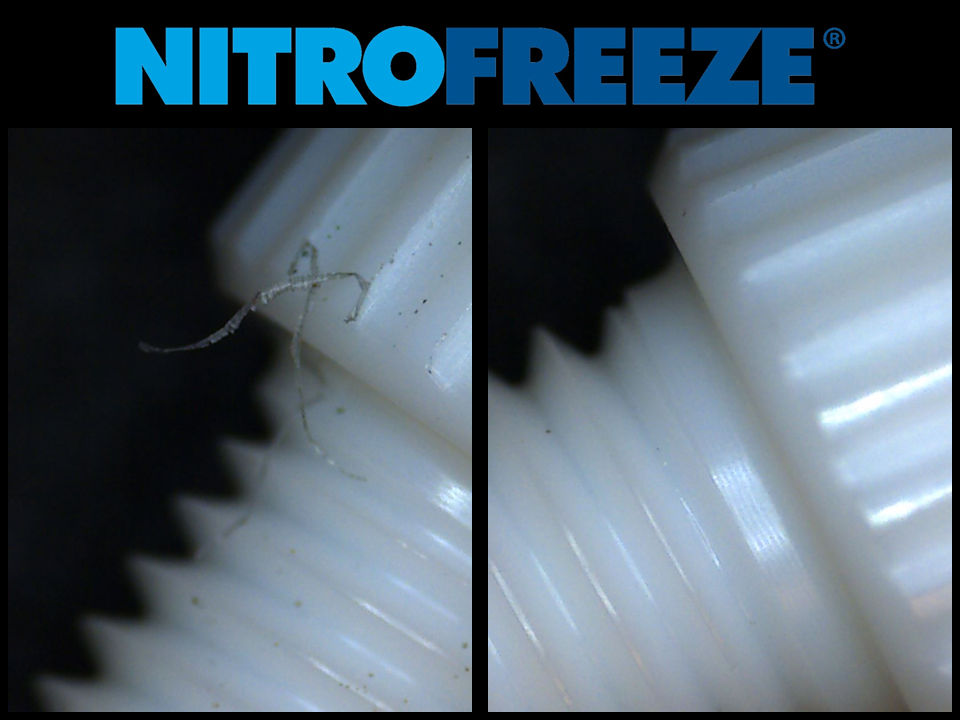
Fortunately, there’s a better way to deflash and deburr polyethyelene parts. Nitrofreeze® provides cryogenic deflashing and cryogenic deburring services that eliminate hand labor and consistently process batches of tens or hundreds of parts at the same time. Our computer-controlled, automated polyethylene process removes only the surface defects and will not otherwise change a part’s surface finish or tolerances. Examples include this PET screw cap, which had burrs along its threads.
Three Cryogenic Processes for Burr and Flash Removal
Nitrofreeze® offers three ways to remove burrs and flash from your polyethylene parts.
- Cryogenic plastic deflashing and deburring uses gaseous nitrogen as a cryogen to freeze your parts while they’re tumbled and blasted with a non-abrasive polycarbonate media. This polyethylene process can remove flash or burrs from hard-to-reach and tough internal geometries.
- Cryogenic tumble deflashing and deburring removes external flash or burrs through cryogenic freezing and tumbling. Your parts tumble against each other in a cryogenic environment that embrittles surface defects and makes them easy to remove.
- Dry ice deflashing and deburring uses a high-pressure stream of air to blast dry ice media at a focused area. This process is effectively media-less, and it’s ideal for larger parts or parts with challenging geometries such as internal holes, cross-holes, blind holes, and small slots.
Nitrofreeze® provides all three services at its Worcester, Massachusetts (USA) location and also sells this equipment so that you can bring these deburring and deflashing services in-house.
Nitrofreeze® Deflashing and Deburring for Polyethylene Parts
What’s the best technology for polyethylene deburring or polyethylene deflashing? Contact the experts at Nitrofreeze® to discuss your application. No job is too large or too small, and our standard turnaround time is two days after receipt! If your PE part is a viable candidate, we can perform sampling to demonstrate the process we recommend. We can also save your recipe for future batches of the same part. The consultation is free of charge, so send us your part drawings, photos, or samples to get started.
(508) 459-7447 x 105 | info@nitrofreeze.com