Blind holes are machined openings that do not pass through the entire workpiece. They are drilled, milled or reamed to a specific depth but without breaking through to the other side. If a blind hole requires reaming, it’s important to leave some extra room at the bottom for chips. With tapped holes, this extra amount is generally 25%. Regardless of whether or not the hole is threaded, the machining operations that are used to create blind holes also produce burrs, raised areas that can interfere with assembly.
Blind Hole Burrs and Hand Deburring Problems
Manufacturers need to remove burrs from blind holes so that fasteners will seat and install properly. However, hand deburring is time-consuming and risks removing too much material and damaging the hole’s edges. You may be able to use a flat file if the blind hole is near the end of a tube, but a blind hole that’s farther away requires a reverse countersink. You’ll also need to be able to reach the bottom of the hole and rotate the tool by hand. Fortunately, there’s a better and easier way to remove blind hole burrs.
Cryogenic Deburring vs. Manual Deburring
Cryogenic deburring can remove burrs from deep holes that hand tools may not be able to reach. This computer-controlled batch process offers other important advantages as well. For example, cryogenic burr removal is consistent, repeatable, and reliable. Whether it’s a Monday morning or a Friday afternoon, you’ll get the same high-quality results. By deburring an entire batch of parts at the same time, you can reduce labor costs and speed production at a time when good workers are especially hard to find.
Burr Removal That’s Clean, Safe and Cost-Effective
Manual deburring with abrasive stones or wire brushes leaves behind dust or residues and leaves operators susceptible to repetitive motion injuries. Cryogenic deburring is a clean, safe process that uses very low temperatures and polycarbonate media instead. Machined parts are placed inside the chamber of a cryogenic deburring machine and then cooled to cryogenic temperatures so that the burrs inside the blind holes become brittle. The parts are then impacted with the polycarbonate media so that only the surface defects (burrs) are removed.
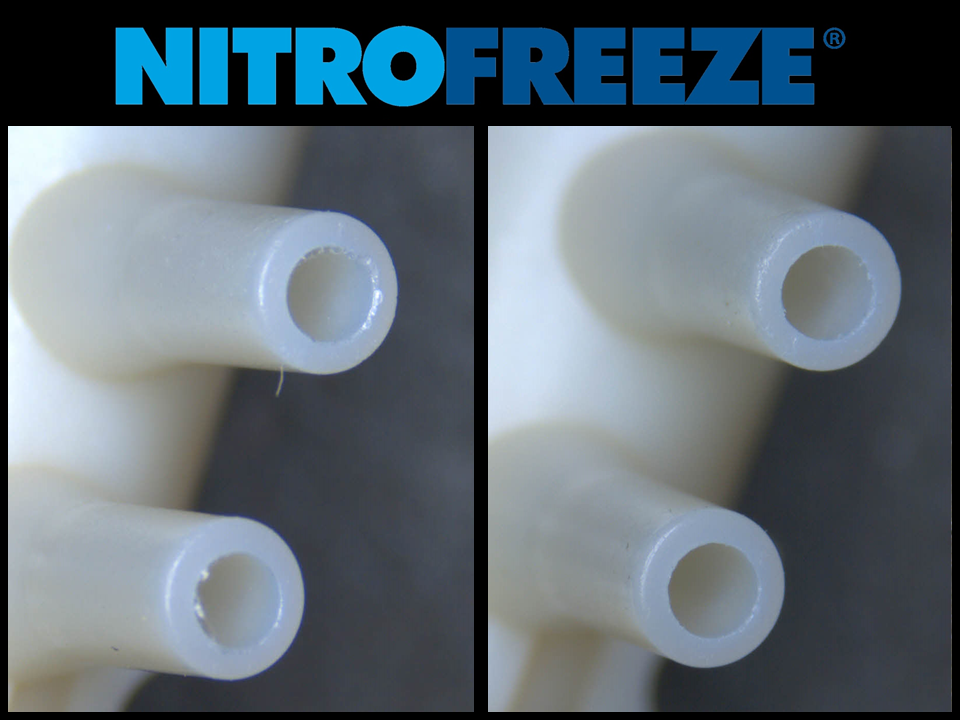
Burr Sizes and Blind Hole Deburring Challenges
The non-abrasive media that Nitrofreeze® cryogenic deburring uses is sized from 0.015” (smallest) to 0.060” (largest) to accommodate specific deburring challenges. Cryogenic burr removal can also accommodate thin-walled parts as small as 0.025” and larger, inch-based parts with greater mass. Cryogenic deburring can handle difficult part geometries and without risking accidental damage or excessive material removal. Unlike manual deburring, there’s no need to check every blind hole for burrs.
Cryogenic Deburring and Blind Hole Materials
Cryogenic deburring can be used with specialty polymers such as Delrin®, Teflon®, Tefzel®, and Torlon®. This burr removal method is also used with commodity plastics such as polypropylene (PP), polycarbonate (PC), and polyethylene terephthalate (PET). Additional workpiece materials include ABS, HDPE, PEEK, DAP, PPS, CTFE, Viton®, nylon, and liquid crystal polymers (LCP). In addition to plastic parts, Nitrofreeze® cryogenic deburring can be used with precipitation hardened (PH) stainless steels and beryllium copper.
The Best Way to Deburr Blind Holes
What’s the best way to deburr blind holes in machined metal or plastic parts? Contact the experts at Nitrofreeze® to review your requirements and to learn more about our cryogenic solutions. No job is too large or too small, and our standard turnaround time is two days after receipt. If your part is a viable candidate, we can perform sampling to demonstrate our process. The consultation is free of charge.
To learn more, contact us at the phone number and email listed below.
(508) 459-7447 x109 | info@nitrofreeze.com