
Cryogenic deburring for nylon parts removes burrs that are left behind by machining operations such as turning, drilling, and milling. Nylon, a group of thermoplastic polymers, is strong and heat resistant but prone to burrs – raised areas or protrusions that can detract from surface quality. Manufacturers and machinists can remove nylon burrs by hand, but manual deburring is time-consuming and labor-intensive. Hand deburring can also produce inconsistent results and may introduce additional surface imperfections that require removal. By contrast, cryogenic deburring is fast, consistent, efficient, and cost-effective.
Why Do Nylon Parts Have Burrs?
During the machining process, cutting tools are used to produce a nylon part’s net shape. Yet machining can also stretch the nylon beyond the point where it can return to its original dimensions. Several different types of burrs may result. Roll-over burrs are produced when a cutting tool exits the nylon. Tear burrs are created when material is torn away. Cut-off burrs happen when the nylon workpiece is separated before cutting is complete. Burrs in cross-holes and through-holes are especially challenging to remove, but they’re great candidates for cryogenic deburring.
Manual Nylon Deburring
Manual deburring for nylon parts lets manufacturers and machinists keep operations in-house and may seem inexpensive until you consider the true costs. For example, because hand deburring lacks consistency, manufacturers and machinists may need to perform expensive rework to meet a customer’s surface quality requirements. Manual deburring for nylon parts isn’t just time-consuming, however. There’s an opportunity cost when employees spend time hand trimming and aren’t available for other work.
How Does Cryogenic Nylon Deburring Work?
The cryogenic deburring process is a machine-based, computer-controlled technique that uses very low temperatures and non-abrasive polycarbonate media. The nylon parts are placed in a chamber and cooled to cryogenic temperatures so that the burrs become brittle. The nylonparts are then impacted with polycarbonate media so that the burrs are removed quickly and cleanly. Unlike other burr removal methods, cryogenic deburring removes only the surface imperfections and does not affect part geometry or surface finish. Edges are maintained without rounding, and little to no dust residue remains.
What About Part Sizes and Quantities?
The non-abrasive media that Nitrofreeze® uses for nylon parts is sized from 0.015” (smallest) to 0.060” (largest) to address specific challenges. Cryogenic deburring can accommodate thin-walled parts as small as 0.025” and larger, inch-based parts with greater mass. Plus, unlike hand trimming, cryogenic deburring is a batch process. Whether you need tens or hundreds of parts, Nitrofreeze® can save you time and money. No job is too large or too small, and our standard turnaround time for cyrogenic deburring is two days after receipt.
Case Study: Nylon Damping Rings
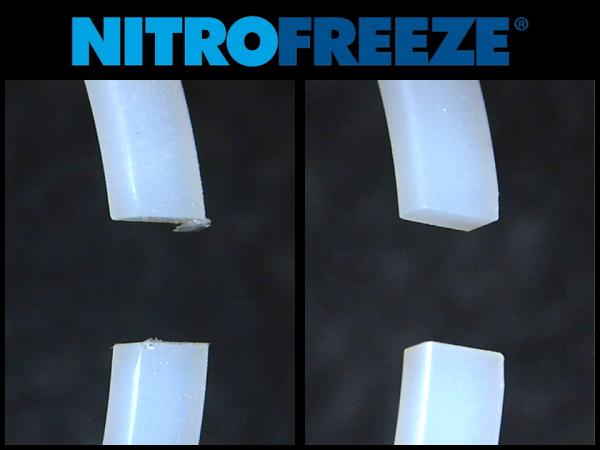
Nitrofreeze® was asked to deburr nylon damping rings, machined parts that help to reduce noise and vibration. Many types of nylon are available, but nylon 6/6 is a good choice for damping rings because this commercial-grade material supports the addition of fiber reinforcements for enhanced physical strength. When Nitrofreeze® was asked to deburr damping rings made of a nylon 6/6 composite, the machined ring break was an area of concern. Yet cryogenic deburring removed the light burrs that were created at the ring’s separation during machining.
Is Cryogenic Deburring Right for Your Nylon Parts?
What’s the best way to remove hard-to-reach burrs from your machined nylon parts? Watch this video to see the cryogenic deburring process and contact the experts at Nitrofreeze® to review your requirements. If your nylon part is a viable candidate for cryogenic deburring, we can perform sampling to demonstrate our process. The consultation is free of charge.
To learn more about cryogenic deburring, contact us at the phone number and email listed below.
(508) 459-7447 x109 | info@nitrofreeze.com