Deburring metal parts by hand is a time-consuming way to remove burrs, small protrusions that can interfere with seating, sealing, and assembly. Manual deburring uses inexpensive hand tools instead of machinery or equipment but can only deburr a single part at a time. By contrast, cryogenic deburring is an automated process that uses specialized equipment and can deburr many parts all at once. These are just some of the ways that hand deburring differs from cryogenic deburring, a secondary process that can save you time and money when you outsource it to Nitrofreeze® of Worcester, Massachusetts (USA).
How does cryogenic deburring work?
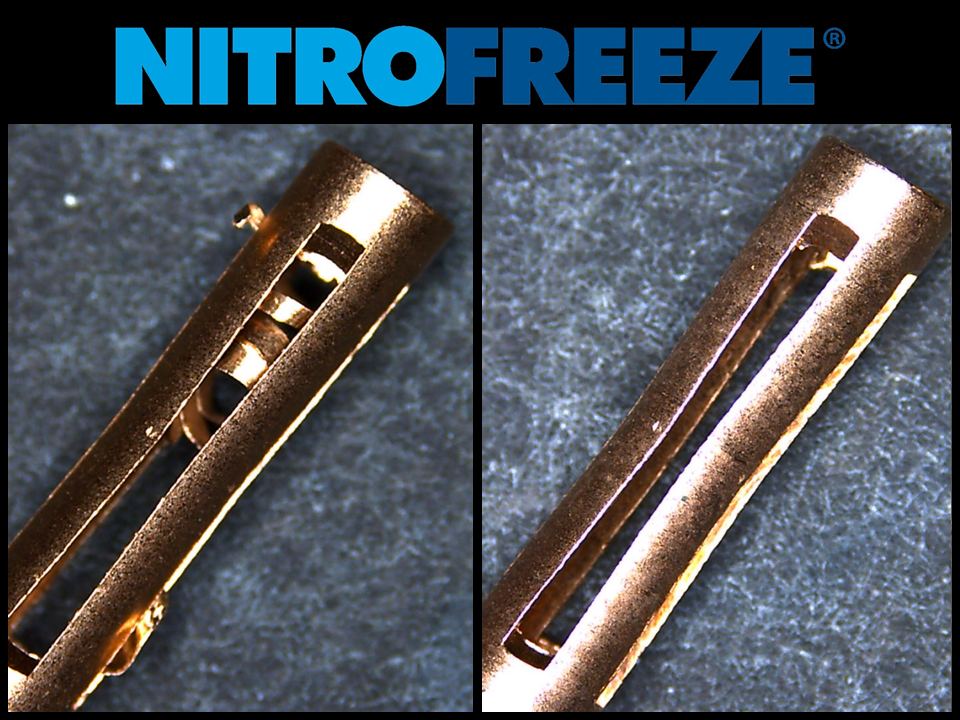
Cryogenic deburring services cool parts to very low temperatures so that the burrs become brittle. The parts are then impacted with a non-abrasive polycarbonate media that removes only the surface imperfections. Because this machine-based process does not affect surface finish or geometry, edges are maintained without rounding. Plus, little to no dust residue remains. By contrast, manual deburring uses a hand tool such as a file, wire brush, or grinding wheel to abrade the part. This can create dust, mar the part’s finish, and result in metal parts where operators have removed too much or too little material.
Why is cryogenic parts deburring more consistent?
As this video shows, cryogenic deburring is a computer-controlled process that uses an application-specific recipe for burr removal. Before a project begins, Nitrofreeze® reviews your requirements, makes measurements, and performs sampling. We measure dimensions again after deburring and can save your recipe and re-use it for additional batches of parts. By contrast, manual deburring can be inconsistent. In fact, each part is like a new project. Different workers have different skill levels, and even metal parts that are deburred by the same worker during the same shift may have different levels of surface quality.
Why is cryogenic burr removal better for challenging part features?
Cryogenic deburring is better than manual deburring for hard-to-reach part geometries such as blind holes and cross-drilled holes. Even if hand deburring can reach the bottom of a blind hole, this manual process risks removing too much material and damaging the hole’s edges. With burrs that are deep inside a machined part, workers who use handheld tools may not be able to see inside the bore very easily. Cryogenic deburring doesn’t depend upon the ability to look inside and reach tight spaces. Instead, it uses media that is sized from 0.015” (smallest) to 0.060” (largest) to solve specific deburring challenges.
What about deburring costs?
Manual deburring often requires a worker to use several different hand tools to remove burrs. These tools may be inexpensive but consider the cost of the employee’s labor plus benefits. Sometimes, an especially challenging part can take 15 minutes to deburr – and that’s just for one part. In smaller shops where workers perform a variety of functions, there’s also an opportunity cost because an employee who is deburring by hand can’t perform another activity besides parts finishing. When you work with Nitrofreeze® instead, you can outsource your deburring and focus on machining or parts manufacturing.
Were you can find cryogenic deburring services in the Northeast U.S.?
Nitrofreeze® of Worcester, Massachusetts (USA) serves clients throughout New England and the Northeastern United States. Contact our experts to review your requirements and learn more about our cryogenic solutions. No job is too large or too small, and our standard turnaround time is two days after receipt. If you part is a viable candidate, we can perform sampling to demonstrate our process. The consultation is free of charge.
To learn more, contact us at the phone number and email listed below.
(508) 459-7447 x109 | info@nitrofreeze.com