Medical silicones can be molded into parts such as distal handles for surgical instruments and dental tools. There are many types of silicone rubber, but medical grade silicones need to meet biocompatibility requirements such as USP Class VI or ISO 10993. Then, after they are molded, medical silicone parts need to have a finish that’s free of defects. Mold flash, a surface imperfection that extends from the part, can be removed through manual methods, but cryogenic deflashing offers valuable advantages.
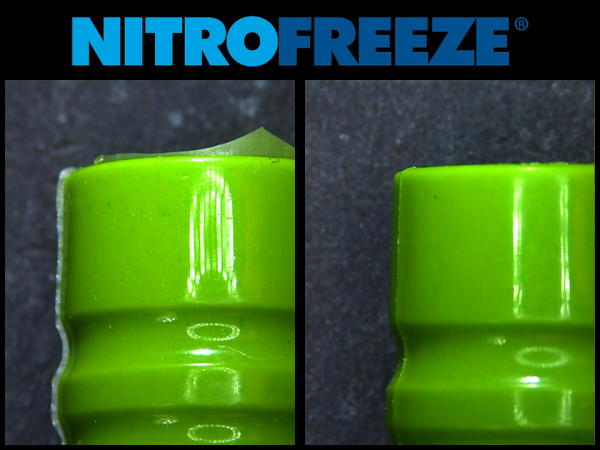
When a medical molder asked Nitrofreeze® to deflash silicone distal handles, we saved our customer over six hours of deflashing labor for every 1,000 pieces. The molder had tried buffing and trimming, but these labor-intensive techniques took upwards of 20 seconds per piece. Because the volumes for the distal handles were 3,000 to 4,000 per release, a faster and more cost-effective solution was required. The molder also needed to achieve a 0.005” flash tolerance, but the flash stood as tall as 0.036” in some areas.
Nitrofreeze® solved this challenge with a cryogenic deflashing process that is one of several solutions that we offer at our Worcester, Massachusetts (USA) facility.
Three Cryogenic Deflashing Processes
The first process, known simply as cryogenic deflashing, is a computer-controlled, automated method that freezes batches of parts and blasts them with a non-abrasive, polycarbonate media. This is the process that the medical molder used for the silicone distal handles. The second process, cryogenic tumble deflashing, is also used for batches of parts; however, this technique blasts parts with dry ice particles instead of polycarbonate media as the parts are tumbled. The third process, dry ice deflashing, blasts specific areas of individual parts with a high-pressure stream of dry ice particles.
Dry ice deflashing, or dry ice blasting, is recommended for holes and cavities with less than a 0.015” (0.381mm) opening. It can be used instead of or in conjunction with cryogenic deflashing or cyrogenic tumble deflashing, but not all molded parts require it. With cryogenic deflashing and cryogenic tumble deflashing, medical molders get the benefits of batch processing since tens, hundred, or even thousands of parts can be deflashed at the same time. All three cryogenic deflashing processes are also superior to hand trimming, which is labor-intensive and add costs while increasing cycle times.
Cryogenic Deflashing and Cryogenic Tumble Deflashing
During cryogenic deflashing, molded parts are cooled to temperatures that are below the material’s glass transition temperature (Tg). When a polymer is cooled below its Tg, the mold flash becomes hard, brittle, and easy to remove. With cryogenic deflashing, the polycarbonate media that Nitrofreeze® uses comes in different lengths and diameters to meet your application-specific requirements. Cryogenic deflashing doesn’t affect part tolerances, but some plastic media may attach to part surfaces or become lodged in part geometries. That’s why some molders choose cryogenic tumble deflashing instead.
Cryogenic tumble deflashing places molded parts inside a chamber and subjects them to a stream of dry ice particles. This process is effectively media-less because when dry ice hits a surface, it turns to a gas and evaporates. Nitrofreeze® can use solid or liquid CO2 as the source of the dry ice and adjust the quantity or size of the particles delivered during tumbling. Coverage density, spray patterns, and air pressure are just some of the other variables we can tailor to your application. With both cryogenic deflashing and cyrogneic tumble deflashing, we can also save your “recipe” for future batches.
Ask Nitrofreeze® About Deflashing Medical Silicone Parts
What’s the best way to deflash molded silicone parts like distal handles? Contact the experts at Nitrofreeze® to discuss your requirements. No job is too large or too small, and our standard turnaround time is two days after receipt. If your medical silicone parts are a viable candidate for cryogenic deflashing, we can perform sampling to demonstrate our process. The consultation is free of charge, so send us your part drawings, photos, or actual part samples.
To get started, contact Nitrofreeze® at the phone number and email listed below.
(508) 459-7447 x109 | info@nitrofreeze.com